塑料橡胶硅胶尼龙产品零部件去除毛刺毛边飞边研磨抛光工艺方法
塑料橡胶硅胶尼龙产品零部件怎样去毛刺除飞边毛边研磨抛光?
橡胶塑料硅胶尼龙产品零部件在注塑加工成形过程中,由于模具、工艺或原材料等原因,产品边缘或是中间孔洞部位常常会产生大量的毛边、毛刺及飞边现象。这种毛边现象的存在会对产品的表面质量造成不良影响。常用的简单的去除毛刺修边的方法是使用刮刀来手工处理,当然这仅仅适用于少量的产品数量,如果需要大批量自动化的机械式处理,由于橡胶塑料产品质地柔软,又有韧性,常规的振动、滚桶、电解、等离子、磁力这些工艺都无法取得满意的效果。今天我们就来分享一个橡胶材质的护腿板产品如何去除毛刺、飞边、毛边,实现大批量高效率修边的案例。这种研磨工艺方法也适用于其他如手机壳、表带、O型密封圈等塑料、高分子、硅胶、尼龙、铝合金、锌合金等带有柔软轻薄不易折断的毛边现象的产品零件的研磨修边需求。
- jerrylu
- 2024-05-19
- 0 Comments

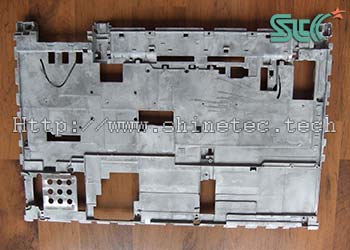
1. 橡胶护腿板去除毛边前的状态

材质:
杜仲橡胶
外观:
有较长毛刺、飞边、毛边
外形:
异形
尺寸:
150*120 MM
修边前工序:
注塑
修边后工序:
定型
2. 去毛刺飞边需求
- 批量高效去毛刺、飞边、毛边。
3. 橡胶护腿板去除毛边工艺详情:
| 工艺步骤 | (1) 冷冻去毛刺除飞边 |
|---|---|
| 机器设备 | 塑料橡胶产品去毛边机 |
| 振幅及速度 | 高速 |
| 研磨材料 | 塑胶弹性砂粒 |
| 磨料与工件配比 | 4:1 |
| 研磨助剂 | 无 |
| 水 | 无 |
| 处理时间 | 10分钟 |
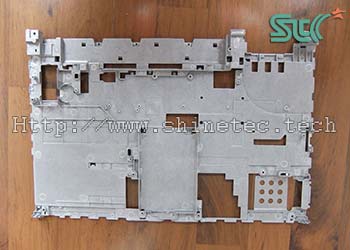
4. 橡胶护腿板去除毛边后效果对比

5. 附加说明
- 注塑、浇铸等工艺制成的橡胶、铝合金、锌合金等产品由于工艺的限制,成型后周边往往会带有很长的一层毛边。这种毛边厚度很薄、容易折弯,带有一定的韧性,因此用单纯的机械物理去除方法效果都不理想。现在采用 专用橡塑制品去毛刺修边机,把工件批量放入专用的滚桶内翻滚,在处理过程中加入液氮,让工件表面在短时间内降到零下100多度,使工件边缘部位的毛刺、飞边变脆折断,而工件的本体不受影响。在工件翻滚的同时辅于高速运动的 塑胶弹性砂粒磨料,冲击产品表面,可以加速去除产品边缘或是孔洞内部的毛刺、毛边完善表面效果。
- 另外要说明一下的是为了试验不同的工艺,我们把样品分割成了四个小块,最后确定了最优的去毛边方案。
6. 最后总结
- 在这个案例中,我们展示了一个通过冷冻工艺去除橡胶护腿板外表面及内部孔洞毛刺、毛边的自动化研磨修边的工艺过程。
-
如果您有浇铸、注塑等工艺的铝合金、锌合金或是橡胶、尼龙、硅胶、塑料制品零部件或以下产品去毛刺修边方面的问题需要专业技术支持,可以参考上述案例:
塑料去毛刺的方法
快速去塑料产品毛刺
注塑件毛刺解决方法
怎么去除塑料毛刺飞边
塑料如何去毛刺
塑料产品去毛刺方法
塑料飞边如何快速处理
怎么去除塑料毛刺飞边
塑料飞边怎么处理
塑料产品飞边如何解决
塑胶产品去毛边
软塑料去毛边
塑料件去毛刺技巧
塑料制品毛边怎么去除
橡胶去毛边工艺
橡胶去毛边先进方法
橡胶制品怎么快速去除毛边
橡胶去毛刺设备神器
硅胶去毛边方法
硅胶毛边科学处理方法