What is the best deburring, finishing and polishing process method?
In the manufacturing process of machining, powder metallurgy, plastic injection molding, metal casting, electronic appliances, medical equipment, aerospace, 3D printing, jewelry, instrumentation, jewelry and other industries, we will all encounter surface treatment problems. We are also frequently exposed to the two professional terms finishing and polishing, so do you know what the differences are between different finishing and polishing process methods? What is the best commonly used finishing and polishing process? The following is an introduction to various finishing and polishing processes.
1. What is finishing?
Finishing uses abrasive tools and media to cut the surface of the workpiece under a certain pressure. Product workpieces can be made of various metal or non-metallic materials, and the processed surface shapes include flat surfaces, arc surfaces, concave and convex surfaces, threads, tooth surfaces and other special-shaped surfaces.
Finishing can be achieved by manual or mechanical automation. It is the preliminary stage of surface treatment. The main purpose is to remove scale, deburr and level.
According to the different grit size of the abrasive media, it is divided into heavy cutting, medium cutting and light cutting, which correspond to different cutting strengths. The stronger the cutting force, the higher the efficiency, but the higher the surface roughness.
The manual finishing method mainly uses grinding tools such as grinding wheels, sandpaper, wire brushes, and grindstones to grind the surface of the workpiece. It is a surface treatment process with maximum cutting intensity and has the greatest impact on the accuracy and appearance dimensions of the product. The advantage of manual finishing is that it requires less equipment investment, is convenient and fast, and is suitable for various complex cavities. The disadvantages are high labor costs, low efficiency, unfriendly environment, poor safety, and inconsistent surface quality. It is a process that will be phased out.
The automated finishing method uses professional finishing machines and equipment to perform batch mechanized grinding of the workpiece surface. At present, there are several special machines and equipment below that can be used for automatic finishing in large quantities.

Grinding lathe
Divided into internal and external cylindrical or surface grinders, belt sanders, grinders, etc. Internal and external cylindrical grinders are used to grind the cylindrical internal and external surfaces of product workpieces. Surface grinders are used to grind flat parts to obtain a smooth and flat outer surface. Abrasive belts and grinders are also operated by manual single parts and are suitable for medium and large-sized components. The advantages of this kind of grinding machine are simple operation, high cutting force, the ability to cut and grind different parts with different strengths, and the ability to process products of medium and large dimensions. The disadvantage is that the purchase cost of the machine equipment is high and it can only process a single product. It can only grind product parts with simple shapes, but cannot handle workpieces with complex surfaces and irregular internal holes, holes, gaps and other parts.

Industrial robot
This is an advanced grinding processing equipment. By setting a fixed motion path through PLC programming, and using the grinding head, workpieces with complex internal and external surfaces can be automatically ground. For example, some stainless steel, aluminum alloy, zinc alloy and other kitchen utensils, bathroom hardware, car wheels, etc. The advantage of this equipment is that grinding and finishing can be integrated into one piece, and different surface treatment processes can be achieved by replacing different grinding heads. It is also suitable for processing medium and large complex-shaped product parts. It can also control the finishing of a certain part of the product individually, and has strong defect repair capabilities. The disadvantage is that the purchase cost is high, the investment in supporting facilities is also large, it can only be processed in a single piece, the efficiency is low, the operation and maintenance are complicated, and the inner surface of the product cannot be processed.

Sand blasting machine
This is the most widely used grinding treatment method. Sandblasting is a machine that uses compressed air as power to eject high-speed abrasive sand chip to remove scale, burrs, and flash on the surface of the product. Suitable for some medium and large-sized products, such as cast iron parts, forgings, machined parts, large turbine blades, etc. Shot blasting is to throw small steel shots through a high-speed rotating impeller, impact the surface of the part, and remove the oxide layer. The advantage of this grinding method is that it is suitable for extra large or medium-sized product workpieces, can handle complex shapes, and can improve the metallographic structure of the product surface and improve the surface mechanical properties. The disadvantages are high investment cost, small batch processing at one time, not suitable for small workpiece products, high surface roughness after treatment, and cannot handle the inner surfaces of the product’s inner holes, pipes, gaps, etc.

Abrasive flow machining for deburring and descaling
Also called AFM deburring and finishing. This method is widely used for in-hole deburring and descaling of various precision parts. Its operating principle is to mix diamond, white corundum sand, silicon carbide and other abrasive sand with the abrasive flow to prepare a semi-fluid finishing media, which quickly passes through the holes inside the workpiece under the pressure generated by the machine, and uses the abrasive sand to polish the inner wall. Cutting to achieve the finishing effect of deburring and descaling. The advantage of this method is that it is particularly suitable for deburring and polishing the inner surfaces of precision parts with complex inner holes. The disadvantage is that its finishing efficiency is low and it cannot be processed in batches. It can only be used for polishing inner holes below 500mm. The cutting amount is only within a few microns. It cannot remove large burrs, turning lines, oxide skin, rust spots, etc. Special tooling fixtures are also required, and the one-time investment cost is also high.

Magnetic polishing machine
Magnetic polishing uses magnetic force to drive the stainless steel needles in the working barrel of the machine to produce high-frequency motion and impact the internal and external surfaces of the workpiece to achieve the effect of deburring, descaling, deflashing, brightening from the inner holes, dead corners, gaps, and other parts of the hardware workpiece. Suitable for finishing and polishing metal or hard plastic non-metal workpieces. The advantage of this polishing method is that it is suitable for irregular and complex special-shaped parts. Deburring, descaling and polishing can be completed in one go. It does not deform, does not affect the dimensional accuracy of the workpiece, and does not damage the surface. The surface roughness can reach Ra0.1-Ra0.01. It can be processed quickly in batches. It takes 5-20 minutes in polishing, has high efficiency, no loss of consumables, and low investment. The disadvantage is that the machine’s processing capacity is generally within tens of kilograms at a time, and it is only suitable for workpieces of smaller sizes, such as small hardware, small ornaments, precision parts, etc.

Mass finishing machine
This is the most widely used surface finishing method and is also a professional equipment in the field of batch finishing. Contains models with multiple motion patterns, using vibratory finishing, centrifugal barrel finishing, centrifugal disc finishing and other methods drive the tumbling deburring media and workpiece to tumble and rotate in the working barrel of the machine, let the abrasive to cut on the surface of the workpiece to remove burrs and oxidation skin, flash, oil stain and other effects. The abrasive media has a very high hardness after being sintered at high temperature, like stones, so it is generally called ceramic media, also called tumbling media. Materials include brown corundum, white corundum, silicon carbide, etc. Commonly used shapes include triangle, spherical, cylindrical, three-star, cone, and tetrahedron. There are also various specifications and sizes, which are used to finish workpieces of different materials and shapes. The advantages of this finishing method are wide application range, large batches and high efficiency. The shape of the workpiece can be irregular and special-shaped. Internal holes, dead corners, cracks, cross holes and other parts can be finished. The size can range from a few millimeters to 3 meters, the dimensional accuracy of the product is not affected, and the workpiece materials can be supported from non-ferrous metals, ferrous metals, powder metallurgy, plastic, acrylic, rubber, bamboo, marble, glass and other non-metal materials. The investment cost is low and the operation is simple and convenient. The disadvantage is that it can only finish the entire workpiece and cannot control the finishing of a single part. For example, it is impossible to level a certain convex part of the product. Also, if the inner hole or pipe length of some products exceeds 30mm, the effects of rust removal and descale on the inner surface will not be satisfactory.
2. What is polishing?
Polishing refers to a processing method that uses manual, mechanical, chemical or electrochemical methods to reduce the surface roughness of the workpiece to obtain a shiny and bright surface. Generally speaking, polishing is performed after finishing and is a later stage of surface treatment. Polishing cannot improve the dimensional accuracy or geometric shape accuracy of the workpiece, but is intended to obtain a smooth surface or mirror gloss. Sometimes it is also used to eliminate gloss (matting), such as to obtain a matte effect. The main polishing methods are as follows:
1. Artificial polishing.
The manual polishing method mainly uses professional tools such as polishing wheels, polishing heads, and angle grinders to apply polishing paste on the polishing wheel and press it against the product surface while rotating at high speed, allowing the abrasive to roll and micro-cut the workpiece surface. This results in a shiny surface effect. The surface roughness of the polished product can reach Ra0.6~0.01 micron. Like manual grinding, the advantage of manual polishing is that it requires less equipment investment, is convenient and fast, and is suitable for irregular shapes and internal surfaces. By using polishing and abrasive media of different mesh sizes, a mirror polishing effect can be achieved, which is the best among all polishing methods. The disadvantages are that the labor cost is too high, training is required to get on the job, efficiency is low, the environment is unfriendly, safety is poor, and surface quality is inconsistent. It is a process that will be phased out. At present, it is only used when polishing some medium and large kitchen and bathroom products.
2. Mechanical polishing. Use professional polishing machines and equipment to perform batch mechanized polishing of workpiece surfaces. At present, there are several special machines and equipment below that can be used for automatic polishing in large quantities:

Industrial robot
A cloth wheel is installed on the robotic arm and products with irregular and complex surfaces can be polished according to the set motion trajectory. At present, many kitchen and bathroom hardware, decoration, automobile wheel and other industries have begun to use this robot-automated polishing method extensively. By replacing the cloth wheel and polishing paste with a finer grit size on the surface of the product that has been ground in the previous process, the same equipment can achieve the polishing function. Its advantage is that it is suitable for processing medium and large product parts with complex shapes, and can also achieve mirror effects. The disadvantage is that the purchase cost is high and the investment in supporting facilities is also high. It can only be processed in a single piece, with low efficiency. The operation and maintenance are complicated. It cannot handle the inner surfaces of the product such as holes and gaps.

Shot blasting machine
Shot blasting or shot blasting machines can also be used for polishing. They use stainless steel shot media to hammer the surface of metal parts at high speed to increase surface density and achieve the effect of improving surface gloss and brightness. The advantage is that it is suitable for medium and large parts, and can also handle complex curved surface cavities. The disadvantage is that the polishing roughness is high, which can only increase the gloss and brightness, but cannot achieve a mirror-like polishing effect. In addition, it can only be used for surface polishing of product parts made of metal.

Magnetic polishing machine
Magnetic polishing machine integrates the finishing and polishing processes into one. It uses the high-speed rotation and rolling of stainless steel needles to impact the surface of the workpiece. It removes burrs, scale, oil and impurities while improving the surface brightness of the product, achieving the purpose of polishing. The advantages are high efficiency, no loss of consumables media, and low investment. The disadvantage is that the number of processes is small, it is only suitable for small product parts, and the surface roughness after polishing is relatively high.

Tumbling polisher
It can also be called a mass polishing machine, polishing tumbler. Based on the rough finishing of descaling and deburring in the previous process, by replacing different polishing media, the roughness of the product surface can be reduced and the brightness can be improved. Abrasive media for polishing are generally usedporcelain polishing media, high-density porcelain media (In fact, this is also a type of porcelain, but the alumina content in it is higher than that of common porcelain media, can reach about 95%, so the density is higher than that of common porcelain media), white corundum polishing media, chrome corundum polishing media, stainless steel polishing media. The principle is to use high-density, high-hardness tumbling media to hit the surface of metal products to change the tightness of the arrangement between grains. At the same time, the micro-powder contained in the polishing media is used to perform micro-cutting on the surface, reducing roughness and improving brightness and gloss. There is also a polishing method commonly known as polishing, which is to use barrel tumbling polishing machine uses plant bio-degradable such as wood chips, bamboo chips, corn cobs, and walnut shells. It uses the coarse fibers on the surface of this material to simulate the cloth wheel used for manual polishing, and with the polishing paste, it passes Dozens of hours of slow and micro-finishing achieve a mirror-like effect. The advantage of rotary tumbling polishing is that it has a wide range of applications, large batches, and high efficiency. It can be used for product parts with various special shapes and complex surfaces. The materials can also be metal and non-metal materials. The operation is simple and convenient. The disadvantage is that the polishing effect cannot reach the mirror state of a manual cloth wheel. The smooth polishing method can only achieve an effect close to a mirror surface at best.
3. Chemical polishing.
Chemical polishing is a method that relies on the chemical corrosion of chemical reagents to selectively dissolve uneven areas on the surface of the product to eliminate oxide scale and etch and level it. Using strong acid or alkaline solutions such as sulfuric acid, nitric acid, phosphoric acid, hydrofluoric acid or sodium hydroxide, the principle is that the convex parts on the surface of the metal parts have a different electrode potential than the concave parts in the solution, resulting in different dissolution rates, causing the convex parts to It dissolves preferentially over concave parts and can remove rough surface roughness and obtain a smooth finish ranging from an average of several microns to tens of microns. The advantage of this polishing method is that the equipment is simple and only requires a container to hold the solution. It can handle thin tubes, parts with deep holes and complex shapes, and has high production efficiency. The disadvantages are obvious: it is not environmentally friendly, has serious pollution, emits a large amount of harmful gases, has a short service life of the polishing solution, and is difficult to regenerate. The polishing effect is not as good as electrolytic polishing.

Chemical polishing process
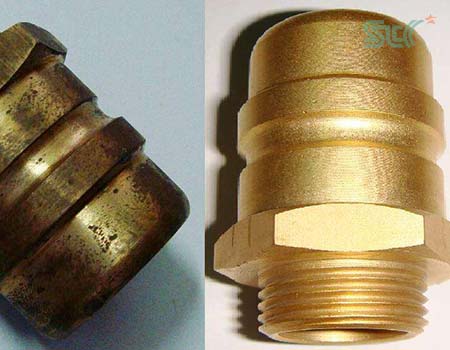
Comparison of chemical polishing effects of workpieces
4. Electrolytic polishing.
Electrolytic polishing is essentially chemical polishing. The acid solution is put into the electrolytic tank, the workpiece is used as the anode and connected to the power supply, the lead electrode in the electrolytic tank is used as the cathode, and direct current is passed on. Due to the high current of the burrs and oxide scale on the surface of the part, the corresponding dissolution speed in acid solution is fast. This uneven dissolution speed dissolves burrs or oxide layers first, which plays a smooth and polishing role for the entire workpiece. If the surface is too rough, it is not suitable to electrolytic polish directly. It is best to use mechanical polishing to rough finish it once, and then electrolytic polishing can make the surface finish of the parts reach a very high level, and even achieve a mirror-like gloss effect. Some daily products and handicrafts such as decorative hardware, lamps, kitchen and bathroom supplies made of stainless steel, aluminum alloy, and zinc alloy can be electropolished to obtain a satisfactory surface effect. The advantage of electrolytic polishing is that it is suitable for processing parts with special-shaped and complex surfaces, some parts that cannot be mechanically polished, and internal deep holes, thin tubes, gaps, and dead corners. It has high production efficiency and good polishing effect. The disadvantages are the same as chemical polishing: serious pollution, poor safety, unfriendly to the environment, complicated preparation of electrolytic acid, short service life, and difficult regeneration. It is only suitable for polishing steel, aluminum, copper, nickel and various alloys.

Electrolytic polishing process

Comparison of surface effects of electrolytic polishing workpieces
5. Plasma polishing.
Also called nano-polishing, it is a new environmentally friendly polishing process that can be called a polishing artifact. The principle of plasma polishing is relatively complex. It involves three polishing mechanisms. One is the tip discharge effect: raised parts such as surface burrs have low resistance and are easily broken down in a high-voltage electric field, forming discharge channels. The burrs are dissolved and sharp edges are formed. The corners are rounded and the flatness is improved; the second is the particle bombardment effect: the polishing solution and the workpiece are instantly short-circuited, causing a large amount of heat to vaporize the polishing solution. When the ions of this gas reach a certain number, plasma is formed. The form of this plasma is very high. When it collides with the surface of the workpiece, the oxide layer on the metal surface will be loosened and decomposed, and the surface will be evenly polished. The third is the gas film blasting scour effect: the plasma gas film surrounding the product is rapidly blasted under the influence of electromagnetic field and high temperature, and the oxide layer on the surface of the workpiece is peeled off under the action of tangential cavitation force. The combined action of these three effects instantly The surface of the workpiece will be shiny. Nano-polishing can control the dimensional accuracy of the workpiece within 0.002mm, and the roughness can reach Ra0.01. The polished product has improved smoothness, precision, hardness and durability. It is widely used in the field of fine polishing of high-end products, such as the furniture, bathroom and tableware industries. : handles, handles, faucets, copper parts; glasses industry: glasses frames, glasses frames; aerospace manufacturing: aircraft engine blades; medical device manufacturing: titanium alloys, stainless steel instruments and other fields.
The advantages of plasma polishing are wide application, fast polishing speed (can be completed within ten seconds to two minutes), high precision, good effect, and can achieve electroplating-level mirror effect. Its nano-polishing liquid is very environmentally friendly, and the waste liquid can be discharged directly without causing pollution. The equipment adopts automatic control, which is simple to operate, convenient to maintain and has low labor cost. It can polish some irregular and complex surfaces, dead corners, holes and other parts. It can also produce a passivation film on the surface of the workpiece to keep the surface bright and effectively prevent oxidation. The disadvantage is that the initial investment in equipment is large, and the preparation of workpiece polishing fluids of different materials is complicated. It can only polish conductive materials such as stainless steel, copper, zinc and their alloys. It is not suitable for excessively large burrs, pits, and excessively thick oxide layers. Suitable for polishing medium to large size product parts.

Plasma (nano) polishing machine
