Polishing technology and method of powder metallurgy products
How to chamfer, deburr and descale the powder metallurgy parts?
Powder metallurgy is an advanced industrial technology that uses metal powder (or a mixture of metal powder and non-metallic powder) as raw material, and forms various types of products through forming and sintering. It is very suitable for mass production. In addition, some materials and complex parts that cannot be prepared by traditional casting methods and machining methods can also be manufactured using powder metallurgy technology, so it has received much attention from the industry. Do you know what kind of finishing and polishing process powder metallurgy products need to go through to obtain a satisfactory surface effect? In this case, we will share a process technology and method for chamfering, deburring, descaling, polishing and brightening of powder metallurgy gear parts. This polishing solution is also suitable for the surface polishing of powder sintered sprockets, bushings, structural parts, 3D printing products and metal powder injection molding products.
- jerrylu
- 2024-06-03
- 0 Comments

1. The surface of powder metallurgy gear parts before polishing

Materials:
Iron-copper powder mixture
Appearance:
burrs on the edges of the teeth and grooves,
oxide scale on the surface
Shape:
gear
Size:
35*50MM
Pre-polishing process:
powder metallurgy
Post-polishing process:
packing
2. Requirements for polishing
- chamfering of tooth edge, deburring of the grooves.
- smooth and brighten surface, no burrs, no oxide scale.
3. Powder metallurgy gear parts polishing process details:
| Process steps | (1) rough deburring,chamfering,descaling | (2) fine polishing | (3) anti-rust drying |
|---|---|---|---|
| Machine and equipment | vibratory finishing machine | vibratory finishing machine | vibratory dryer |
| Amplitude and speed | highest speed | highest speed | highest speed |
| Tumbling media | angle cut cylinder ceramic media | spherical white corundum finishing media | no |
| Abrasive media to workpiece ratio | 4:1 | 6:1 | 8:1 |
| Finishing and polishing compound | finishing liquid | polishing liquid | anti-rust liquid |
| Water | appropriate amount, the liquid level does not exceed the tumbling media | appropriate amount, the liquid level does not exceed the tumbling media | no |
| Polishing time | 60 minutes | 30 minutes | 30 minutes |
| Remark | automatic separating and picking up, rinsing with water | automatic separating and picking up, rinsing with water | anti-rust liquid soaking, vibrating drying |
4. Effect of powder metallurgy gear parts after finishing and polishing


5. Additional instructions
-
This powder metallurgy product is a small-sized workpiece, and the burrs are mainly concentrated on the the tooth edges. The daily processing quantity is large, so a vibrating finishing machine is used, and a heavy-cutting angle cut cylinder deburring tumbling media is used for rough finishing. The sharp corner of angle cut cylinder can reach into the grooves between the tooth edges to remove burrs and chamfer.
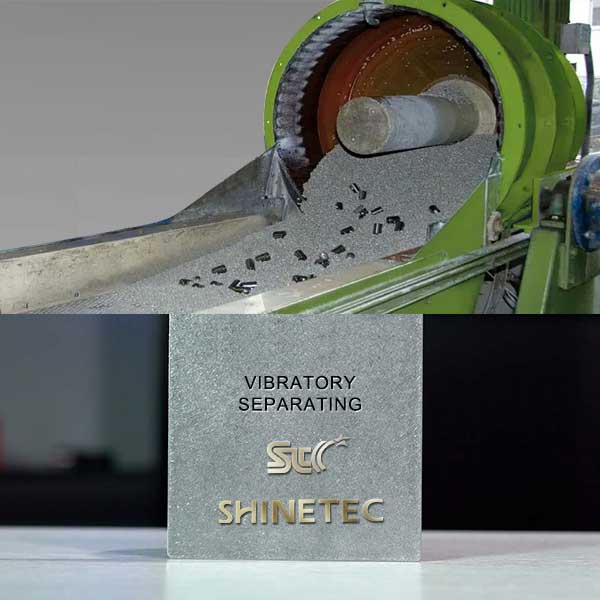
Fine polishing and brightening is also achieved by using a vibratory polishing machine, with the high-hardness, light-cutting spherical white corundum finishing media for fine finishing, which can perform micro-cutting, further reduce roughness, and improve surface brightness. - Because the product processing quantity is large, the product separating can be done by using vibratory separator to improve efficiency.
- In order to improve the anti-rust and anti-corrosion performance of the product after water treatment, it is immersed in a rust inhibitor for anti-rust treatment after polishing. Finally, a vibrating dryer is used to dry the surface moisture and dry it.
6. Final summary
- In this case study, we demonstrate the process of surface chamfering, deburring, descaling, polishing and brightening of a powder metallurgy gear component.
- This process solution is also suitable for surface polishing of powder metallurgy sprockets, bushings, structural parts, 3D printing products and metal powder injection molding products.